
TC4钛棒宇航航空AMS492棒子交货要求:固熔热处理:当使用固熔热处理时,加热至β转变温度以下50-150℉(28~83℃) 范围内,在选择温度±25℉(±14℃)范围内依据材料截面厚度, 加热设备和使用工艺保持适当时间。以空冷速度或比空冷更快的速度冷却。
棒热精整,采用或不采用后道冷加工减径,退火并去除氧化皮,除非用户特别禁止,产品退火前可以进行固熔热处理。
除非规定或在用户另件图中允许闪光焊环不应供当提供时,环材应依据AMS7498进行制造。
拉伸型材:拉伸、退火并去除 化皮、除非用户特别拉伸型材退火前可以进行固熔热处理。,,
锻件坯或闪光焊环坯:按锻件或闪光焊环制造厂规定。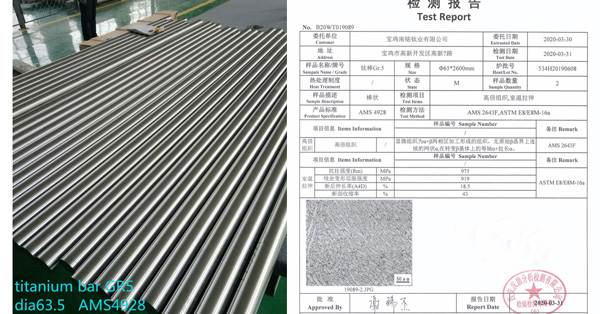
热处理:棒、丝、锻件和闪光焊环应按下述规定热处理,高温测定应依据AMS2750进行。
退火加热至1800~4450℉(704~788℃)范围内,在选择温度±25℉(±14℃)内保温不少于1小时后以一定速度冷却。
性能:产品应符合下速要求,并且被加热至1250℉(675℃),并在该温度中保持20分钟±3分钟,空冷和去除氧化皮后应满足3.5.1.1和3.5.1.2所述内容。
棒、丝、锻件和闪光焊环:名义直径或平行边间距不大于6英寸(152mm)的产品,其性能应符合下述规定。
拉伸性能:拉伸性能应符合表2的规定。依据ASTM E8或ASTM E8M标准。按4.3.1.2中规定的试样以应变速度为0.003-0.007英寸/英寸/ 分(0.003~0.007mm/mm/min)保持至屈服强度,达到屈服强度后应加大应变速率以便在大约1分钟内拉断试样,当买卖双方对屈服强度值产生争议时,应在装有定速应变速率试验机上进行仲裁试验,使用0.005英寸/英寸/分(0.005 mm/ mm /min)通过屈服强度,当通过后,最小十字头速度应为0.10英寸/分(0.04mm/s )
TC4钛棒宇航航空AMS492棒子交货要求:固熔热处理:当使用固熔热处理时,加热至β转变温度以下50-150℉(28~83℃) 范围内,在选择温度±25℉(±14℃)范围内依据...
TC4材料强度也是很好,实测值基本抗拉强度都会大于900Rm/MPa,延伸强度大于825Rm/MPa。下面看看一个具体的实测值。...
TA0、TA1、TA2、TA3工业纯钛系指几种具有不同的Fe、C、N、O等杂质含量的非钛合金。不能进行热处理强化,成形性能优异,易于熔焊和钎焊。用于制造各种非...
 中文版
中文版 ENGLISH
ENGLISH 个人中心
个人中心